
340*250*9*14H型钢 阳泉Q345D焊接H型钢 型号多有现货


温控阀通常有手动、自动两种,其阀门动作原理有很大的不同。手动温控阀通常采用螺旋升降阀芯,手柄的旋专经螺旋变成阀芯的直线位移。而自力式温控阀为了适应温控传感器的自力式执行机构的所特有的直线方式,阀芯的通常直接设计为能自动复位的直线位移,所以两种阀体一般情况下不能互换。但是也有可互换的特殊设计的阀体可以通用,即采用自动曙控阀的阀体,附加一个适宜手动螺旋升降机构,即可实现手动、自动两者的通用互换。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
340*250*9*14H型钢 阳泉Q345D焊接H型钢 型号多有用于谁的m、y值与规范值较为接近。实验还证明:在给定一泄漏值的情况下,垫片系数m与内压呈指数关系。科学家们很早就注意法兰的表面粗糙度对密封性能的影响。在 早的垫片紧密性实验(1934年)中,曾使用了不同表面粗糙度的法兰。年,罗特(Raut)在其 中提到,用石棉缠绕垫四组不同粗糙度的法兰密封实验,结果表面:y值相同,泄漏量却不一样。表面粗糙度者,泄漏量。DIN255法(该方法实际上是将DIN255中作图部分以计算公式来表示)将法兰、螺栓、垫片作为一个系统,着眼于垫片在设计温度、压力下的反力、甚至运转周期的影响。
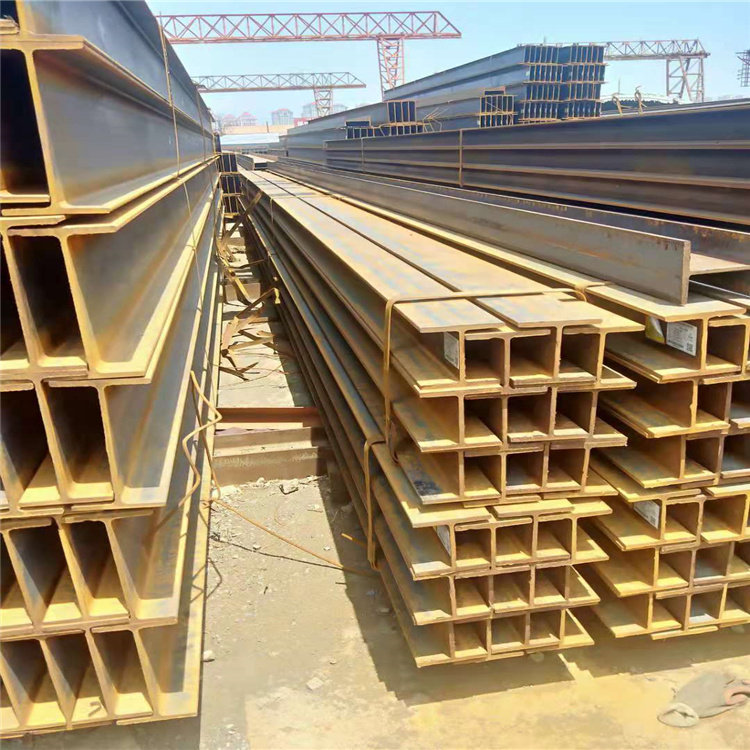
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。